English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch行业新闻
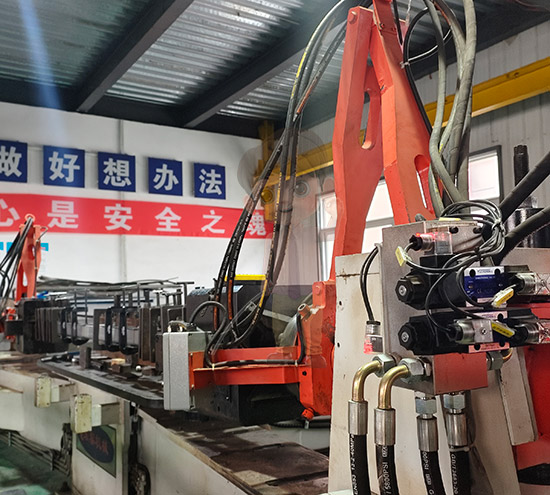
在建筑幕墙、轨道交通及各类工业结构中,型材弯弧加工被广泛应用。但在实际生产过程中,由于材料特性、设备精度及工艺控制等因素影响,常常会出现变形失控、表面缺陷等问题。如何在保证尺寸精度的同时提升表面质量,是行业关注的重点。下面从常见问题与优化方案两个方面进行系统梳理。
一、常见问题一:截面变形(扁平、起皱、失稳)
在弯弧过程中,型材受力不均,容易出现截面被压扁或局部起皱的现象,尤其是在薄壁型材或小半径弯曲时更为明显。
原因分析:
材料壁厚不足或截面结构不合理
弯曲半径过小,超出材料极限
未采用辅助支撑或内填充措施
设备滚轮压力分布不均
优化方案:
合理设计弯曲半径,避免“强行成型”
对薄壁型材采用内撑芯棒或填充介质(如砂、树脂)
调整设备压力与滚轮间距,使受力均匀
优先选择强度与延展性匹配的材料型号
二、常见问题二:回弹过大,尺寸难以控制
金属材料在弯曲后会产生一定程度的弹性恢复,导致实际弧度与设计值存在偏差。
原因分析:
材料弹性模量较高(如不锈钢)
弯曲量不足或补偿不合理
工艺参数不稳定
优化方案:
进行“预补偿设计”,提前计算回弹量
通过试弯确定较佳工艺参数
使用数控设备提高重复精度
对关键构件进行多次校正与检测
三、常见问题三:表面划伤与压痕
型材表面质量直接影响外观,尤其在装饰性较强的项目中尤为重要。
原因分析:
滚轮或模具表面粗糙或磨损
加工过程中摩擦过大
未对已喷涂或氧化表面进行保护
优化方案:
定期维护设备,保持模具光洁度
在接触面加装尼龙、橡胶等保护层
对成品型材增加保护膜后再加工
控制加工速度,减少剧烈摩擦

四、常见问题四:扭曲变形(螺旋状偏移)
部分型材在弯弧后出现整体扭转,影响安装与拼接精度。
原因分析:
型材截面不对称
进料时未对中
受力方向不一致
优化方案:
在加工前进行精准定位与校正
使用导向装置保证进料稳定
对复杂截面采用专用模具
加强过程监控,及时调整偏差
五、常见问题五:弧度不均或局部变形
在长尺寸或大批量加工中,容易出现弧度不一致或局部“折点”。
原因分析:
设备精度不足或参数波动
操作不连续或人为干预过多
材料批次差异
优化方案:
采用数控弯弧设备,提升一致性
标准化操作流程,减少人为误差
对材料进行批次管理与性能检测
加强首件检测与过程抽检
六、综合优化思路:从设计到加工全流程控制
要真正解决变形与表面质量问题,不能只依赖单一环节,而应从整体流程入手:
1.前期设计优化
合理设定弯曲半径、截面结构及材料选型,从源头降低加工难度。
2.工艺参数标准化
建立成熟的参数数据库,不同材料与规格对应不同加工方案。
3.设备与模具升级
引入高精度数控设备与定制模具,提高加工稳定性。
4.质量检测体系
通过弧度检测仪、三坐标测量等手段,确保成品符合设计要求。
5.人员经验与培训
操作人员的经验对细节控制至关重要,应持续进行技能培训。
北京型材弯弧加工在高端建筑与工业项目中应用广泛,但其质量控制也更为严格。无论是变形控制还是表面质量优化,都需要从材料、设备、工艺到人员多方面协同配合。只有建立系统化的加工与管理体系,才能在保证精度的同时提升效率与成品品质,从而满足日益复杂的工程需求。