English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch公司新闻
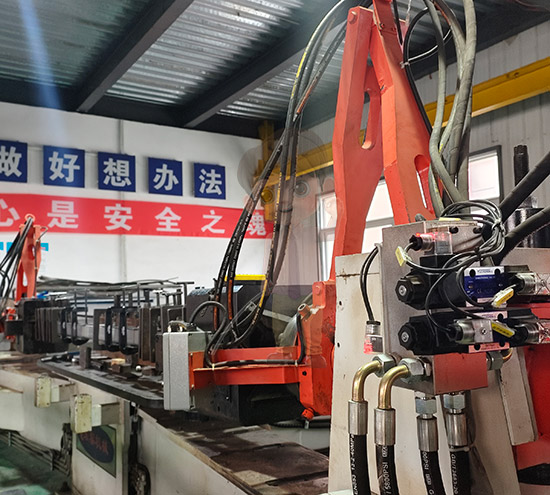
在设备制造、轨道交通、建筑结构等领域,工业铝型材的弧形加工需求越来越普遍。相比直线型材,弧形结构不仅对外观要求更高,也对尺寸精度与稳定性提出了更严格的标准。其中,拉弯工艺因成型质量稳定、适应性强,被广泛应用。但在实际生产中,精度控制与稳定性始终是难点所在。
一、弧形加工的核心难点在哪里?
1.材料特性带来的不确定性
铝合金具有较好的延展性,但不同牌号(如6061、6063等)在强度与回弹性能上差异明显。加工过程中,如果对材料性能判断不准确,很容易出现弧度偏差或局部变形。
2.回弹现象难以精确控制
在拉弯成型后,铝型材会产生弹性恢复(回弹),导致实际弧度大于设计值。回弹量受材料、截面结构及弯曲半径等多因素影响,难以一次性精准控制。
3.截面变形问题突出
尤其是薄壁或空腔型材,在弯曲过程中容易出现扁平、起皱或局部塌陷,影响结构强度与外观质量。
4.弧度一致性难以保证
在批量生产中,若设备精度或工艺参数不稳定,不同工件之间容易出现弧度偏差,影响装配精度。
5.表面质量控制难度大
拉弯过程中与模具或滚轮接触,容易产生划伤、压痕,特别是已做阳极氧化或喷涂处理的型材,更容易受损。
二、拉弯精度控制的关键要点
1.合理设定弯曲半径
每种型材都有其较小弯曲半径限制。设计阶段应充分考虑材料与截面结构,避免过小半径导致开裂或严重变形。
2.回弹补偿设计
通过经验数据或试弯测试,提前设定“过弯量”,即在加工时略微增加弯曲程度,以抵消回弹影响。这是提高精度的核心手段之一。
3.精确控制拉伸力与弯曲力
拉弯工艺通常结合拉伸与弯曲两种力,合理的力值分配可以减少截面变形并提升弧度精度。过大或过小都会影响效果。
4.使用高精度设备与数控系统
现代数控拉弯设备能够实现参数化控制,如弯曲角度、速度、压力等,有助于提高重复精度,尤其适用于批量生产。
5.模具与工装的匹配性
针对不同截面设计专用模具,能够有效支撑型材,减少局部变形,提高整体成型质量。

三、稳定性控制的核心措施
1.标准化工艺参数
将试验得出的较佳参数(如进给速度、压力、弯曲次数等)固化为标准,减少人为操作误差。
2.材料批次一致性管理
不同批次铝材性能可能存在差异,应尽量统一来源,并在加工前进行必要检测。
3.加强过程监控与检测
在加工过程中定期测量弧度与尺寸,及时调整参数,避免批量偏差扩大。
4.防止结构扭曲
通过导向装置或辅助支撑,确保型材在弯曲过程中保持正确姿态,避免产生扭转变形。
四、表面质量优化方法
在加工前对型材进行保护(如贴膜)
使用表面光洁度高的滚轮或模具
控制加工速度,减少摩擦与冲击
对关键部位进行后期修整处理
对于高端应用(如装饰性构件),表面质量往往与精度同等重要。
五、实际应用中的综合建议
在项目实施中,应将设计、材料、设备与工艺结合考虑:
设计阶段预留加工余量,避免极限参数
与加工方提前沟通技术要求,明确精度标准
优先选择有经验的加工团队,减少试错成本
小批量试制验证,再进入批量生产
工业铝型材弧形加工看似只是“弯曲”,实则涉及材料学、力学与工艺控制的综合应用。其难点主要集中在回弹控制、截面稳定与批量一致性上。通过合理设计、精确控制参数以及规范化生产流程,可以有效提升拉弯精度与稳定性,从而满足各类高标准应用需求。