圆弧导轨折弯件检验标准
圆弧导轨折弯件产品规格分为30°、60°、90°、180°全导轨, 30°半导轨,共五种型号,工业铝型材拉弯检测标准如下:
-
垂直度
1.)30°、60°、90°、180°全导轨
检测方法:将工件放置在检验平台上,用直型材的一端分别去靠齐折弯件两端(数控加工部分),用塞尺检验两者的间隙,即视为该折弯件的机加面垂直度,间隙不大于0.5mm。
-
)30°半导轨
检验方法:将工件放置在检验平台上,用直角尺的一侧直角边贴在检验平台上,另一侧直角边去分别靠齐折弯件两端(数控加工部分),用塞尺检验其间隙,即视为该折弯件的垂直度,间隙不大于0.35mm。
-
平面度
1.) 30°、60°及90°圆弧导轨两端头与三维检具贴合的直线段位置平面度不大于0.5mm,中间圆弧位置平面度无要求。
2.) 180°圆弧导轨两端头与三维检具贴合的直线段位置平面度不大于0.5mm,中间圆弧位置平面度无要求。
3.) 30°半导轨整体平面度不大于0.3mm。
检测方法:所有圆弧导轨均放置在三维检具上进行平面度检测。
-
样板间隙
1.)30°、60°、90°全导轨工件与三维检具两端直线段(66mm)的间隙:底面不大于1mm,立面不大于0.5mm,中间间隙不做要求。
2.)180°全导轨工件与三维检具两端直线段(66mm)的间隙为:底面不大于1mm,立面不大于0.5mm,中间间隙不做要求。
3.)30°半导轨工件与三维检具两端立面与底面直线段间隙不大于0.3mm,中间使用二维样板检测间隙不大于0.3mm。
4.)30°半导轨工件两端头直线段部分C、D面平行度不大于0.3mm。
30°半导轨检测方法为:用标记为 圆弧导轨30°(内侧)折弯样板
对C处进行检测;用标记为 圆弧导轨30°(内侧)R482.5检测样板对D处进行检测。如图1所示:
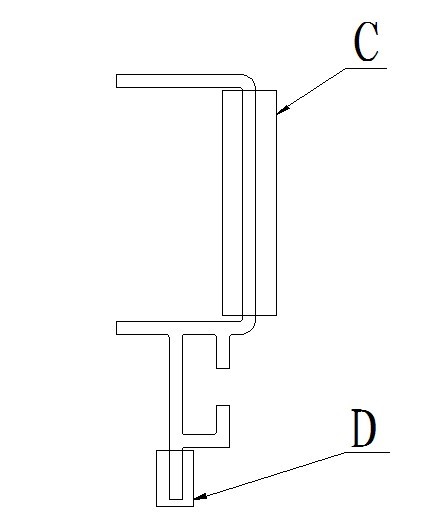
图1
-
折弯后型材开口尺寸
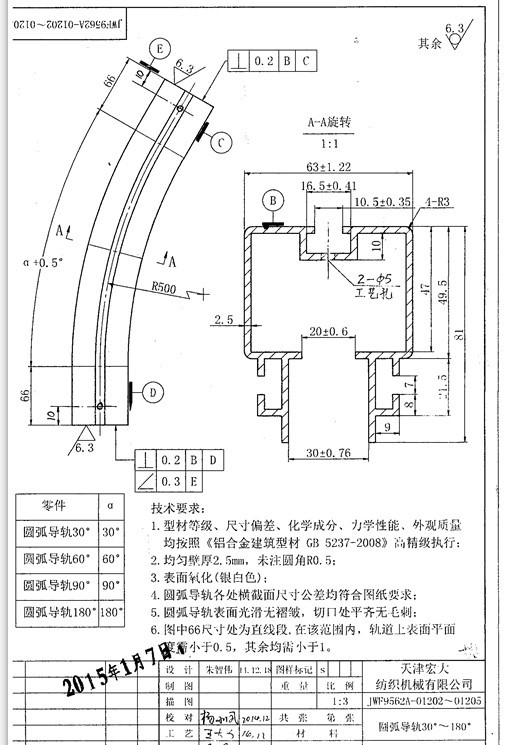
1.)全导轨折弯工件型材在两端头直线段处截面开口尺寸需满足图2所示 A、B两条边的高度差不大于0.5mm,其余开口尺寸按图纸要求进行控制。
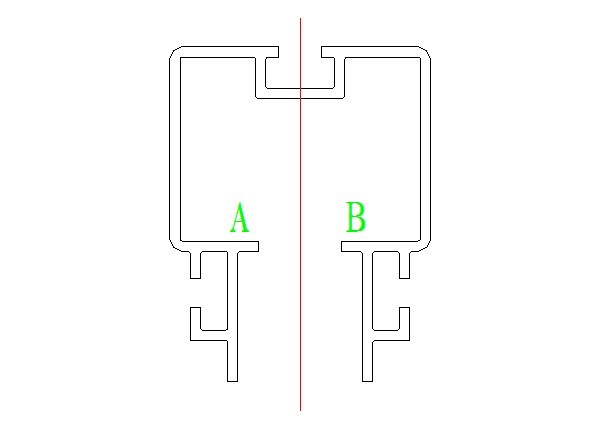
图2
2.)半导轨折弯工件型材截面开口尺寸需满足图3所示,图中所示的90°角不得小于90°,其余尺寸按图纸要求进行控制。
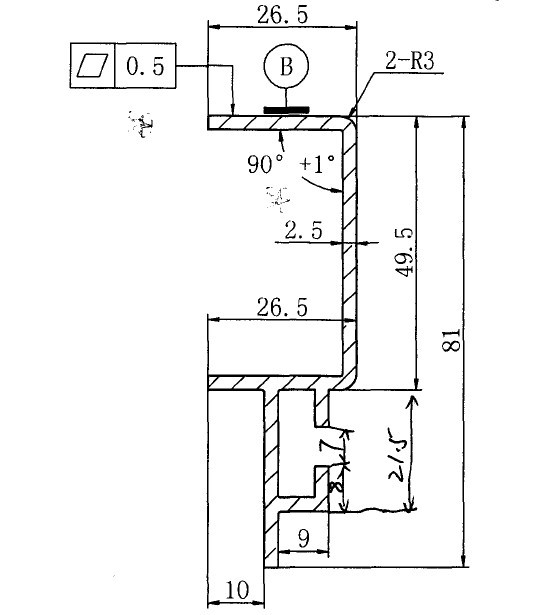
图3
-
圆弧导轨折弯件长度
所有规格圆弧导轨折弯件长度公差≤±0.75mm。
长度公差检测方法:工件一端机加工面与检具截止面贴齐,检测工件另一端机加工面与检具截止面的长度差。
以上原创内容由北京型材拉弯网独家提供,详情咨询北京盛达伟业型材拉弯厂。








 English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch