工业铝型材拉弯加工厂家的双转臂液压拉弯机操作工艺
-
工业铝型材拉弯加工厂家盛达拉弯旗下北京拉弯厂和天津拉弯厂主体内容与适用范围
-
本守则是针对在SBL-30A型双转臂液压拉弯机上型材拉弯的工艺方法及检验标准。
-
本守则是与产品工艺文件配合使用的通用规则,若产品文件有特殊要求时,按产品文件执行。
-
引用标准
《加工质量检验规范》 YD/C-8.2.4-01
-
检验标准
-
型材弯弧允许偏差:
项目
(有效弧长部分) |
允许偏差 |
检验工具 |
|
优等品 |
合格品 |
|
弯弧半径偏差 |
±1.0 |
±2.0 |
样线或样板 |
|
扭拧度偏差 |
±1.0 |
±2.0 |
钢卷尺 |
|
弯曲度偏差 |
±1.0 |
±2.0 |
钢卷尺 |
-
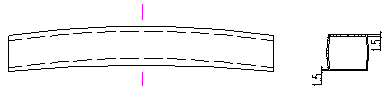
型材拉弯后,型材弯弧面出现的凸,凹变形不得大于1.5㎜,如下图所示:
-
在拉弯过程中,型材的外饰面不允许有磕碰、划伤和油渍。
-
拉弯工艺过程
-
根据工序卡看懂图纸和相应细目,了解拉弯工件的技术要求。
-
根据加工件的弯弧半径,合理地选取模板(有时要用靠弧板选定)并要用编织布将模板均匀包一层,以防型材表面在加工过程中被划伤。(模板弯弧半径Rm=KR工件 K=0.5-0.95 K值根据工件的半径、断面大小 、材料的机械性能来选取)(注:最小拉弯半径为1米)
-
把包扎好编织布的模板用压板压在折弯机大盘上,根据型材断面大小调换好牙板,在装卸牙板时严禁开启电动机。
-
根据型材弯弧半径的大小,及断面形状,考虑型材腔内是否需要填充,一般当弯弧R值小于10米左右时就应考虑在型材腔进行填塞。防止拉弯变形过大。
-
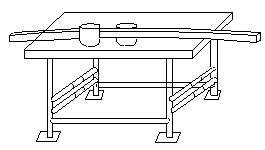
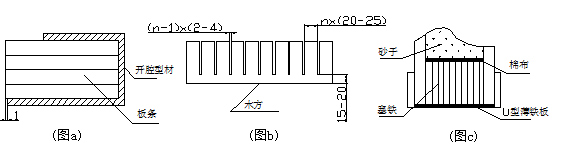
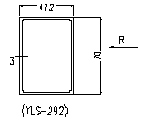
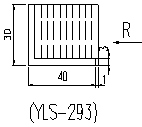
填塞物的形式和方法:
-
采用板条为填塞物 例如“纤维板”、“石棉板”“PVC板”如图a所示:用在开腔型材拉弯。
-
采用木方为填塞物 如图b所示:用在闭腔型材拉弯
-
采用砂子为填塞物 如图c所示:用在闭腔型材拉弯。
-
开车前首先检查各联接螺栓有无松动现象,空载运行1-2次,确认无异常现象后方可使用。
-
根据型材截面大小,壁厚,半径大小,合理调整折弯机大臂转动速度,型材截面大宜速度慢些,反之宜快些。同时估算出拉力。
-
开车时,操作者应时刻注意卡头不能碰到大盘,大臂转动时或拉伸缸前进、后退时,要多注意观察。另外要把油管吊挂好,大臂处于极限位置时不能拉坏油管。大臂收拢时不能挤坏油管。
-
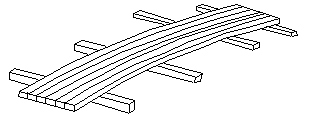
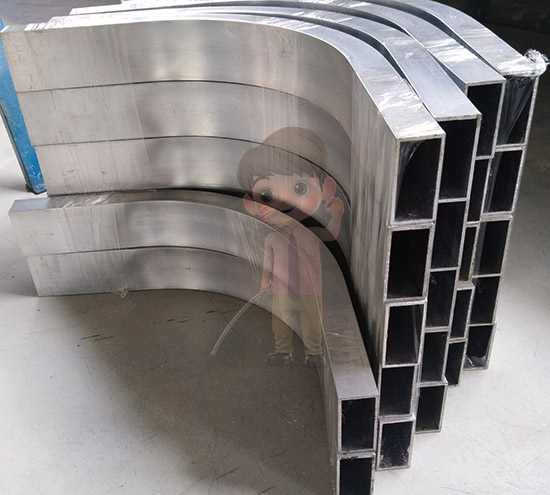
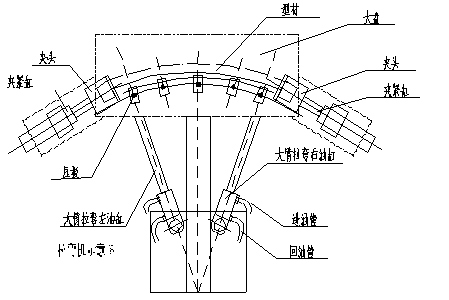 把型材两端塞紧垫铁后,装在两个夹头内,夹持长度不得小于120㎜,按“同拉按钮”,将型材拉紧后,再按左右“大臂回按钮”,拉弯型材达到要求的弧长。如图所示:
把型材两端塞紧垫铁后,装在两个夹头内,夹持长度不得小于120㎜,按“同拉按钮”,将型材拉紧后,再按左右“大臂回按钮”,拉弯型材达到要求的弧长。如图所示:
-
拉弯时,操作者时刻控制夹头水平状态,并要站在夹头的后侧方,以防型材断裂伤人,并随时观察拉弯型材有无变形、裂纹、凹陷等现象。
-
将拉弯型材卸下后,放在样线上检验其弧长的吻合度。当弧形的吻合度超差时应在校正架上进行校对(要不断总结校对经验)如图所示:为防止型材表面的磕碰、划伤应在校正架的工作面处包上胶皮。
-
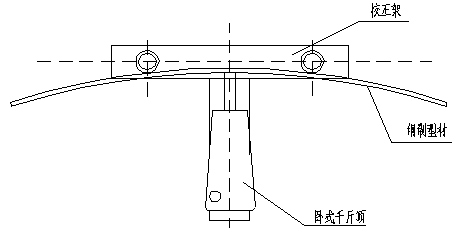
对于较大的型钢拉弯件校正时,可用千斤顶样弧器进行校正,如下图所示:
-
当首件产品三检合格并且确定了稳定设备供给压力值后方可批量生产。
-
检验合格后的加工件,贴上标识后应整齐地摆放在存放区,注意底层和间层要垫上木枋。对存放时间较长的弧型件,在交付下序前应复查。其弧形是否有反弹情况,若有超差件,应对其重新校正。
5. 设备的维护和保养
为了避免设备损坏,一定要按设备性能及要求进行工作。不允许超负荷运作。每次工作结束后,对易损件进行检查。工作表面擦试干净,尤其是油缸杆要经常保持清洁,应经常在导轨和转动部件注油。(常用型材拉弯所需油压和模板半径参考数值表附后)
|
型材型号及拉弯方向 |
夹持长度 |
拉弯半径 |
横板半径 |
压力(MPa) |
备注 |
 |
150 |
1050 |
980 |
7.0 |
|
|
150 |
1300 |
1200 |
6.5 |
|
|
150 |
2000 |
1750 |
6.0 |
|
|
150 |
3000 |
2650 |
6.0 |
|
|
150 |
4500 |
3900 |
5.0 |
|
|
150 |
7000 |
5800 |
5.0 |
|
|
150 |
10000 |
7500 |
5.0 |
|
|
|
150 |
1900 |
1400 |
3.0 |
|
|
150 |
2000 |
1750 |
3.0 |
|
|
150 |
2500 |
2250 |
3.5 |
|
|
150 |
3000 |
2650 |
3.5 |
|
|
150 |
4000 |
3450 |
3.0 |
|
|
150 |
5000 |
4250 |
3.0 |
|
|
150 |
7000 |
5800 |
3.0 |
|
 |
150 |
1050 |
980 |
3.0 |
|
|
150 |
3000 |
2400 |
2.9 |
|
|
150 |
4000 |
3000 |
3.0 |
|
|
150 |
10000 |
3800 |
3.5 |
|
|
150 |
20000 |
10000 |
3.0 |
|
|
150 |
30000 |
15000 |
3.0 |
|
|
150 |
100000 |
30000 |
2.0 |
|
|
|
150 |
1050 |
980 |
8.5 |
|
|
150 |
1500 |
1350 |
8.0 |
|
|
150 |
3000 |
2990 |
8.5 |
|
|
150 |
4000 |
3350 |
8.0 |
|
|
150 |
5000 |
4200 |
8.5 |
|
|
150 |
7000 |
5800 |
8.0 |
|
|
150 |
10000 |
7900 |
8.5 |
|
|
|
150 |
2000 |
1800 |
10 |
|
|
150 |
3000 |
2250 |
10 |
|
|
150 |
3500 |
2650 |
10 |
|
|
150 |
4000 |
3300 |
10 |
|
|
150 |
5000 |
4800 |
10 |
|
|
150 |
7000 |
5800 |
9 |
|
|
150 |
10000 |
7500 |
9 |
|








 English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch