English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch加工新闻
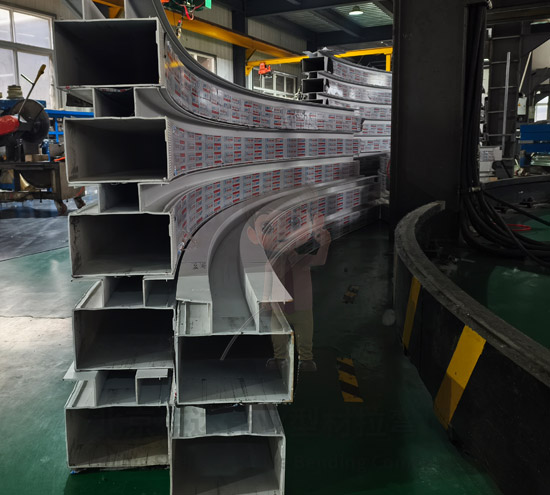
在拉弯加工中,把型材拉弯的项目也有很多,下面就弯圆拉弯加工中的弯圆方法进行一下介绍,希望对大家有所帮助。
1、先做拉伸然后弯曲再拉伸,首先对型材截面的形心施加轴向预拉力,使横截面上的应力达到屈服极限;而后在预拉力不变的条件下施加弯矩使型材贴模;最后补加轴向拉力,总拉力的数值以使型材最小半径截面上的内层材料达到拉伸屈服极限为宜。预拉力的作用在于消除供应状态的初始扭曲变形以及防止弯曲过程中型材腹板的边缘失稳起皱。足够的总拉力保证了回弹量显著减小并减少或消除残余应力。
优点:回弹量较小,能消除初始扭曲;防止腹板失稳起皱;残余应力小或不存在。
缺点:有外摩擦的影响。 适用范围:除弯角特别大以外的一切型材。
2、先拉伸后弯曲,首先对型材截面的形心施加轴向拉力,而后在拉力不变的条件下施加弯矩使之贴模。轴向拉力的数值以弯曲后型材内部截面上最小的应力达到拉伸屈服极限为宜。
优点:无摩擦的影响,能消除初始扭曲;能防止腹板失稳起皱。
缺点:回弹量较大,有残余应力存在。 适用范围:弯角很大的型材(弯角>90~180度)。
3、先弯曲后拉伸,首先对型材施加弯矩使之贴模;而后施加轴向拉力。轴向拉力的数值以使型材内部截面上最小的应力达到拉伸屈服极限为宜。
优点:回弹量较小,残余应力小或不存在。
缺点:有外摩擦的影响,不能消除初始扭曲;腹板可能失稳起皱。
4、二次拉弯,第一次拉弯仍采用上述的先拉伸后弯曲再拉伸的方法。由于第一次拉弯后型材已基本成形,但仍有一定的回弹量,所以第二次拉弯时弯曲变形很小,剖面上最外层与最内层材料的应力差很小,卸载后回弹量显著减少。