English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch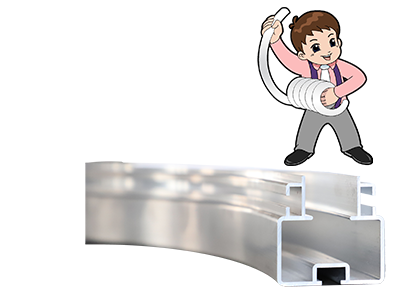
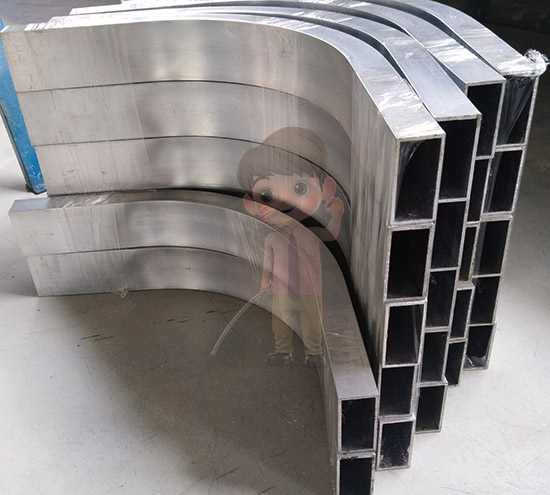
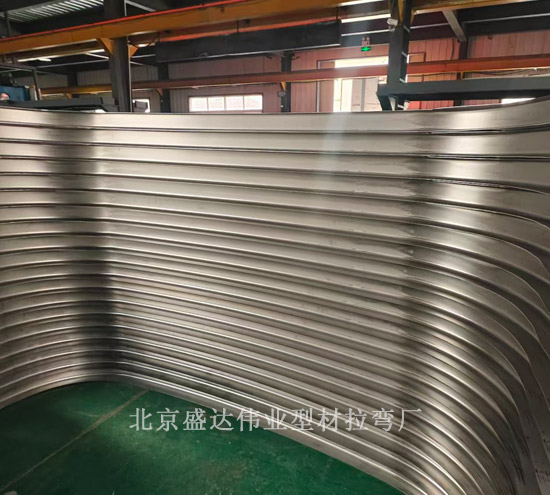
铝型材装饰线条(如墙面线条、吊顶边框、家具装饰条)因其美观性,常需弯曲成弧形或复杂曲线。
拉弯(StretchBending):
-原理:在拉伸状态下将铝型材弯曲至模具形状,结合拉力和弯曲力减少回弹。
-适用场景:适合中小半径、复杂曲线(如S形、波浪形装饰线条)。
-优点:减少材料内应力,适合高精度要求。
-工具:拉弯机、辊弯机、弯管机、定制模具。
-案例:上海中海城。

铝型材在弯曲时会产生复杂的应力和形变,影响装饰线条的质量。以下是盛达拉弯关键解决点:
正应力分布:
-弯曲时,外侧受拉应力,内侧受压应力,中性轴处应力为零。
-正应力公式:\(\sigma=\frac{M\cdoty}{I}\),其中\(M\)为弯矩,\(y\)为距中性轴距离,\(I\)为截面惯性矩。
-装饰线条常为薄壁型材(如T形、L形),需计算截面惯性矩以确定最大应力。
应变与曲率:
-应变\(\varepsilon=\frac{y}{R}\),其中\(R\)为弯曲半径。
-铝型材(如6063-T5)的延展性较好,但小半径弯曲可能导致塑性变形或开裂。
回弹(Springback):
-铝型材弹性模量较高,弯曲后易发生回弹,影响弧度精度。
-解决方法:采用拉弯工艺施加预拉伸力,或在模具设计中补偿回弹量(通常2-5%)。

铝型材装饰弯曲加工中的常见问题及解决方法:
表面划伤或变形:
-原因:滚轮或模具表面粗糙,加工时摩擦力大。
-解决:使用抛光模具或添加润滑剂(如润滑油、薄膜保护)。
-预防:选择表面阳极氧化或喷涂的铝型材,增加耐磨性。
开裂或断裂:
-原因:弯曲半径过小,超出材料延展性极限,或材料内部缺陷。
-解决:选择延展性好的铝合金(如6063、6061),控制最小弯曲半径(一般为材料厚度的3-5倍)。
-预防:热处理(如T5/T6状态)提高材料韧性,必要时进行预热。
截面扭曲:
-原因:非对称截面(如L形、U形)在弯曲时受力不均。
-解决:使用支撑夹具固定截面,或采用数控拉弯机控制力分布。
-预防:设计对称截面,或在加工前模拟应力分布。
尺寸精度不足:
-原因:回弹、模具误差或设备不精准。
-解决:通过数控设备精确控制弯曲角度,使用高精度模具。
-预防:加工前进行试件测试,调整参数。

北京型材拉弯网提示注意事项
-材料选择:根据装饰需求选择合适的铝合金型材和表面处理方式,兼顾美观与耐用性。
-最小弯曲半径:参考铝型材厚度与合金类型,避免过小半径导致开裂。
-设备精度:优先选择数控滚弯机或拉弯机,减少人工误差。
-环境因素:加工和储存时避免潮湿,防止铝型材氧化或变形。
如果你有更具体的需求(例如某种截面形状、具体弧度、加工设备推荐,或针对某地区如盛达拉弯加工厂建议),请联系我们!