English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch行业新闻
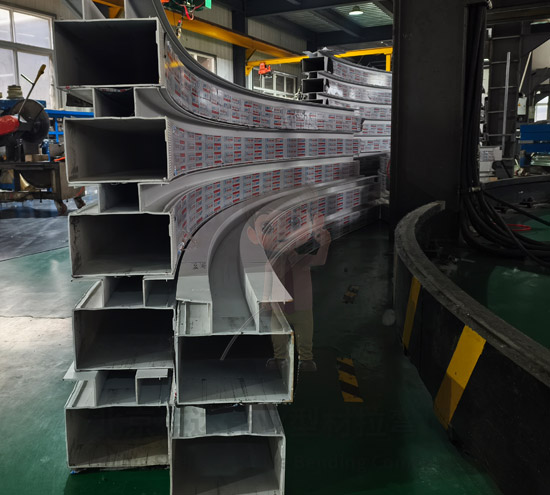
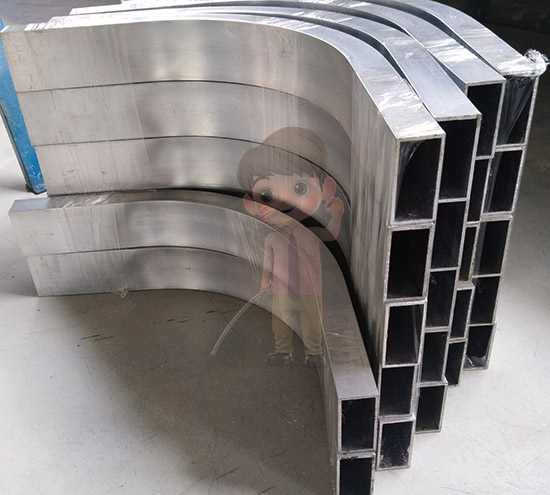
北京拉弯厂在弯弧加工厚板料复杂弯曲件时,采用的拉弯工艺是一项技术含量较高的金属加工技术,广泛应用于建筑、航空航天、汽车制造等领域。这类加工涉及厚板料(通常指厚度较大的金属板材)和复杂几何形状的弯曲件,对设备精度、工艺控制和材料性能的要求极高。以下是对北京拉弯厂在这一领域拉弯工艺的详细分析和阐述:
1. 工艺概述
拉弯工艺是通过施加拉力和弯曲力的协同作用,将厚板料按照预定形状进行塑性变形的技术。与传统纯弯曲相比,拉弯能够在减少材料回弹、控制截面畸变和避免起皱等方面表现出色。对于厚板料复杂弯曲件,拉弯工艺需要综合考虑材料的力学性能、设备能力以及模具设计,以确保加工精度和产品质量。
2. 厚板料的特点与挑战
厚板料通常具有较高的强度和刚性,但在拉弯过程中容易出现以下问题:
- 回弹现象:厚板料因弹性模量较高,在卸载后容易产生回弹,导致形状偏差。
- 截面畸变:复杂弯曲件在拉弯时,截面可能发生扭曲或塌陷。
- 应力集中:厚板料在复杂曲率变化区域容易产生应力集中,可能导致开裂。
- 加工难度:厚板料需要更大的拉力和弯曲力,对设备吨位和模具强度要求更高。
3. 北京拉弯厂的工艺流程
北京拉弯厂针对厚板料复杂弯曲件的加工,工艺流程通常包括以下几个关键步骤:
(1)材料准备与预处理
- 选择适合拉弯的材料,如铝合金、不锈钢或高强度钢,这些材料兼具塑性和强度。
- 对厚板料进行表面处理(如去油、除氧化层)和预切割,确保加工面平整、无缺陷。
(2)模具设计与制造
- 根据复杂弯曲件的几何形状,设计专用拉弯模具。模具需具备高强度和高精度,能够承受厚板料加工时的大吨位拉力。
- 对于多曲率或三维弯曲件,可能采用分段式模具或柔性模具,以适应复杂形状。
(3)设备选择
- 北京拉弯厂通常配备数控拉弯机,具备高精度液压伺服控制系统,最大拉力可达100吨以上,适合厚板料加工。
- 设备的自动化控制技术能够精确调节拉伸力和弯曲角度,减少人为误差。
(4)拉弯加工
- 预拉伸:在弯曲前对厚板料施加一定拉力,使其处于屈服状态,减少回弹。
- 同步弯曲:通过数控设备控制模具运动轨迹,实现厚板料的多段或连续弯曲。
- 参数优化:根据材料厚度和弯曲半径,调整拉伸率(通常为1%-3%)和弯曲速度,确保成型质量。
(5)后处理与检测
- 加工完成后,进行退火或去应力处理,以消除内部残余应力。
- 使用三坐标测量仪等精密检测设备,检查弯曲件的尺寸精度、角度偏差和表面质量。

4. 技术优势
北京拉弯厂在厚板料复杂弯曲件加工中具备以下优势:
- 高精度设备:引进国际先进的数控拉弯机,能够处理大尺寸、高硬度厚板料。
- 工艺创新:通过优化拉伸与弯曲的协同作用,减少截面畸变和壁厚减薄问题。
- 定制化能力:针对复杂弯曲件,提供从设计到加工的全套解决方案,满足客户个性化需求。
- 质量控制:严格执行ISO 9001质量管理体系,确保每一件产品符合标准。
5. 应用案例
- 建筑领域:加工幕墙系统中的大型弧形厚板构件,提升建筑外观美感。
- 航空航天:制造飞机机身框架中的复杂弯曲件,保证结构强度和气动外形。
- 交通领域:生产高铁车体或汽车保险杠的厚板弯曲部件,实现轻量化和高强度兼顾。
6. 注意事项
- 材料选择:厚板料的延展性和屈服强度需与拉弯工艺匹配,避免断裂。
- 模具维护:定期检查模具磨损情况,确保长期加工精度。
- 参数调试:复杂弯曲件需多次试验,确定最佳拉伸率和弯曲半径。
7. 发展趋势
随着工业4.0的推进,北京拉弯厂正逐步引入智能化技术,如数字孪生和实时监控系统,进一步提升厚板料复杂弯曲件的加工效率和精度。同时,针对环保需求,工厂也在探索节能工艺和可回收材料的应用。
综上所述,北京拉弯厂在厚板料复杂弯曲件的拉弯工艺中,凭借先进设备、精湛技术及严格管理,能够高效、高质地完成加工任务。这一工艺不仅满足了现代工业对复杂构件的需求,也推动了相关行业的创新发展。如需更具体的技术细节或案例,可进一步咨询相关专业人员或盛达拉弯工厂技术团队。