English
English 简体中文
简体中文 日本語
日本語 Deutsch
Deutsch公司新闻
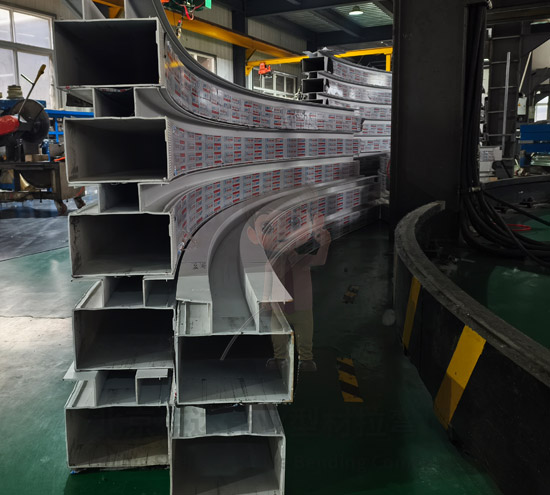
在现代制造业中,特种型材拉弯作为一种重要的金属成型工艺,广泛应用于建筑结构、机械设备、轨道交通、汽车零部件及航空航天等领域。北京地区拥有众多精密加工企业,通过专业拉弯技术实现复杂型材的高精度成型,为各行业提供可靠的加工解决方案。北京拉弯厂将从材料选择、工艺流程、关键技术要点及质量控制等方面,系统解析北京特种型材拉弯的全方位技术指导。
一、材料选择是拉弯工艺的基础
特种型材的材料选择直接影响拉弯质量、弯曲精度及后续使用性能。
1. 材料类型
碳钢型材:成本较低、加工性好,但对弯曲半径和厚度有一定限制。
不锈钢型材:耐腐蚀性强、机械性能稳定,但加工硬度高,需要精密设备和严格工艺控制。
铝合金型材:质轻、易加工,但容易出现开裂,需要控制弯曲速度和温度。
铜及铜合金型材:导电性好、延展性强,适用于特殊结构件,但加工过程需防止表面划伤。
2. 材料性能指标
在选材过程中,需关注以下性能指标:
屈服强度与抗拉强度:决定拉弯时所需力及变形行为。
延展性与塑性:影响弯曲角度和半径是否可达设计要求。
硬度与韧性:高硬度材料易开裂,需要采用预热或特殊弯曲方法。
表面质量:表面缺陷、氧化层或划痕可能在弯曲过程中扩展,影响成品质量。
二、拉弯工艺流程解析
北京特种型材拉弯工艺流程可分为前处理、弯曲成型、后处理及检验四大环节。
1. 前处理阶段
材料检验:检测尺寸、厚度、表面缺陷及力学性能,确保符合工艺要求。
切割与下料:根据设计图纸预先切割材料,保证加工余量和弯曲起始点准确。
预热处理(针对高硬度或厚壁型材):通过加热降低材料硬度,减少拉弯开裂风险。
2. 弯曲成型阶段
设备选择:根据型材规格选择液压拉弯机、滚轮拉弯机或数控折弯设备。
模具设计与安装:模具设计需考虑弯曲半径、角度和型材截面特性,保证弯曲过程均匀受力。
弯曲操作:采用单次拉弯或分段多次拉弯方式,实现设计角度和半径。
变形控制:通过调整弯曲速度、压力和支撑方式,减少回弹和局部应力集中。
3. 后处理阶段
校正与回弹修正:弯曲完成后,部分型材可能出现弹性回弹,通过校正机或人工修整达到设计角度。
表面处理:如喷砂、抛光、涂层处理,保护表面质量,提升耐腐蚀性和美观度。
尺寸检验:测量弯曲角度、半径、长度和截面变化,确保与设计图纸一致。
4. 成品检验与验收
外观检查:确保无裂纹、刮痕、折痕及表面缺陷。
力学性能测试:必要时进行弯曲强度、抗拉强度和耐久性测试。
尺寸与公差验收:使用三坐标测量仪或专用量具,确保弯曲精度符合要求。

三、关键技术要点
在拉弯过程中,有几个关键技术点直接决定成品质量。
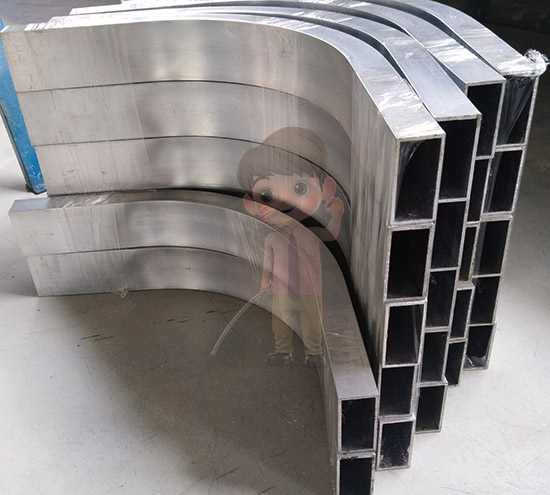
弯曲半径控制:不同材料有最小弯曲半径要求,过小易开裂,过大影响设计。
回弹补偿:金属在拉弯后会产生弹性回弹,需要预先计算补偿量。
模具压力分布:压力不均会导致局部皱折或开裂,应根据截面形状优化模具设计。
温度控制:对于铝合金或高硬度钢材,温度控制影响延展性和表面质量。
多段弯曲策略:对于复杂型材,可采用分段弯曲,减少应力集中,提高精度。
四、质量控制与安全保障
北京特种型材拉弯不仅追求精度,还强调稳定性和安全性。
工艺标准化:建立弯曲操作规程、模具使用规范和检测流程,确保每批产品一致性。
设备维护与校准:定期检修拉弯机及模具,保证加工力和精度。
安全操作规范:严格遵守操作规程,防止高压、重型模具或热处理过程中的意外伤害。
过程监控与记录:通过实时监控弯曲力、角度及温度,实现可追溯性管理。
五、应用案例与行业优势
北京特种型材拉弯技术已广泛应用于多行业:
建筑结构:异形梁、支撑杆及幕墙型材拉弯,提升结构美观和承载能力。
机械设备:机床外壳、管道支架和支撑结构的精准弯曲加工。
轨道交通与汽车:车体框架、车厢支撑梁及排气管型材的高精度成型。
航空航天:铝合金型材的复杂弯曲,满足轻量化与高强度要求。
特种型材拉弯技术的应用,不仅提升产品精度和美观度,还能优化结构性能,满足不同领域对复杂型材的需求。
北京特种型材拉弯是一项涉及材料选择、工艺设计、模具控制及质量管理的系统性技术。通过科学选材、精密成型、多段弯曲策略及严格质量控制,企业能够实现复杂型材的高精度加工,满足建筑、机械、交通及航空航天等行业的应用需求。掌握全方位拉弯技术,不仅能提升产品竞争力,还能保障加工效率和安全性,为企业创造更大价值。